“Destria os segredos das máquinas de embalagem vertical de grânulos automáticos”
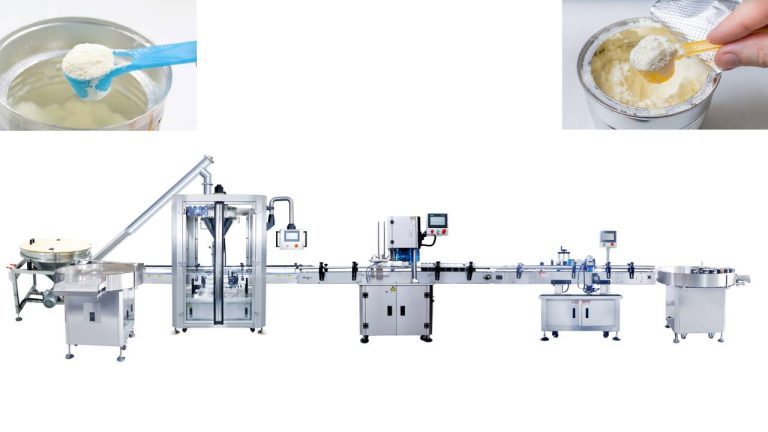
Máquinas de embalagem vertical de grânulos automáticos Tornou -se uma parte essencial das operações modernas de embalagens, mas o que está sob seu desempenho eficiente e contínuo? Vamos nos aprofundar nos segredos que tornam essas máquinas um divisor de águas.
O coração dessas máquinas está em seus sistemas de controle avançado. Sensores sofisticados e controladores lógicos programáveis (PLCs) monitoram e ajustam com precisão vários parâmetros, como volume de enchimento, temperatura de vedação e velocidade de embalagem. Isso garante uma embalagem consistente e precisa sempre.
O design do mecanismo de enchimento é outro aspecto crucial. Bicos e transportadores especializados são projetados para lidar com diferentes tipos e tamanhos de grânulos sem problemas, impedindo o entupimento e garantindo distribuição uniforme dentro dos pacotes.
A qualidade dos componentes de vedação é fundamental. Materiais de alta qualidade e aplicação de calor precisa garantem focas herméticas e seguras, protegendo o conteúdo da umidade, ar e contaminantes.
Outro segredo está na capacidade da máquina de integrar -se com outros equipamentos de linha de produção sem problemas. Essa integração otimiza o fluxo de trabalho geral, reduzindo o tempo de inatividade e aumentando a produtividade.
Os sistemas de manutenção e solução de problemas de máquinas de embalagem vertical de grânulos automáticos também são bem pensados. Ferramentas de diagnóstico intuitivas e fácil acesso a componentes tornam a manutenção e os reparos rápidos e diretos, minimizando a interrupção nas operações.
Além disso, os fabricantes investem constantemente em pesquisa e desenvolvimento para melhorar a eficiência energética dessas máquinas, reduzindo os custos operacionais e o impacto ambiental.
Concluindo, o entendimento dos segredos por trás dessas máquinas nos permite apreciar seu significado e potencial para inovação contínua no mundo da embalagem.
Exploring the Benefits of Using the Newest Soda PET Can Sealer In the world of beverage packaging, innovation is key to staying ahead of the competition. One of the latest advancements in this industry is the newest soda PET can sealer. This cutting-edge technology offers a range of benefits for…
Benefícios do uso da máquina automática de enchimento de garrafas de pó As máquinas automáticas de envase de garrafas de pó são uma ferramenta valiosa para empresas que buscam agilizar seu processo de embalagem. Essas máquinas oferecem uma série de benefícios que podem ajudar a melhorar a eficiência, a precisão…
Benefits of Automating Powder Can Packing Lines In today’s fast-paced manufacturing industry, efficiency and productivity are key factors in staying competitive. One area where companies can significantly improve their operations is in automating their powder can packing lines. By implementing automated systems, businesses can streamline their processes, reduce labor costs,…
Benefícios de usar uma máquina seladora de recipientes de queijo totalmente automática Na indústria de embalagens de alimentos, a eficiência e a consistência são fatores-chave para garantir a qualidade e segurança dos produtos. Um equipamento essencial que pode melhorar muito o processo de embalagem é uma máquina seladora de recipientes…
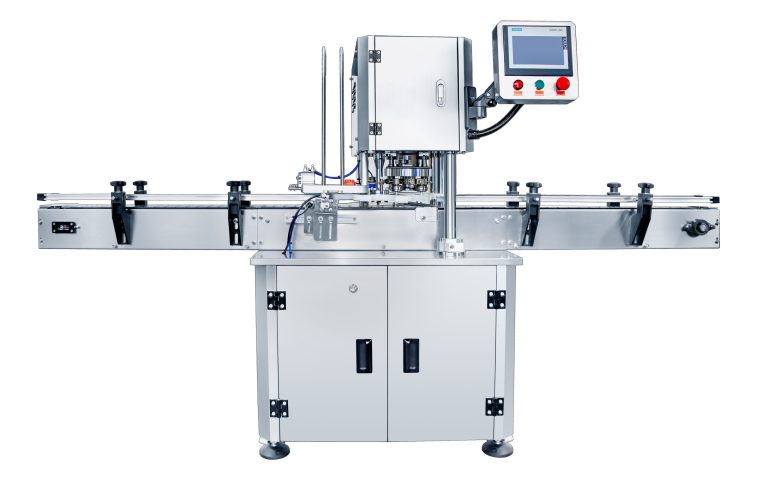
No cenário dinâmico da indústria de embalagens, a eficiência é o ponto que mantém junta operações de produção bem -sucedidas. Entre as inúmeras máquinas disponíveis, o Máquina de tampa de parafuso de controle de servo de cabeça única se destaca como um modelo de eficiência, revolucionando a maneira como os…
Na indústria de fabricação de doces, a embalagem desempenha um papel crucial para garantir a qualidade e a apresentação do produto final. A introdução do Caixa de doces semi-automática de costura processo surgiu como um verdadeiro divisor de águas. O método semi-automático de costura da caixa de doces oferece uma…